





扁铁弯弧机生产厂家伊春
规范直管由流水线上直接束缚成连体法兰。 非标直管、弯头、三通、四通、配件等下料后,在单机设备上完结TDF法兰成型。 法兰角由模具直接冲压成型,设备时卡在四个角即可。 法兰间的联接用法兰卡,由镀锌钢板制作,经法兰卡成型机成型后切开成一致的尺度供设备联接运用。TDF共板法兰因与管道钢板连成一体,不必像角钢法兰般打孔铆接,在两节管道的联接上用专用法兰卡,四角加90度法兰角后用螺栓联接。操作简略,行进了功率,外观平坦,光滑,尺度精确,互换性强,产品的质量安稳。

角铁卷圆机介绍湘潭 凹凸面密封面(Male-female Face) 常与对焊和承插型式协作运用,由两个不同的密封面一凹一凸组成。这种密封面削减了垫片被吹出的可能性,但不能维护垫片不挤入管中,它不便当利于垫片的替换。在"美式法兰"中不常选用,在"欧式法兰"中常用在PN4.0的法兰,PN6.4MPa、PN610MPa的法兰也有用这种密封面的。 扁铁弯弧机生产厂家伊春。

制孔工序 1.审图,断定各制孔零件的板厚、几许尺度; 2.吊运符合图纸规范的已下好的板料; 3.收拾各块板料上的氧化铁等杂质; 4.挑选一块板料作为样板,断定样板制孔的两个基准边; 5.沿基准边依次定好孔的中心(用磨好的石笔或划针); 6.将各孔中心打烊眼,报车间质检员查验样板,样板合格才答应制孔; 7.将同一规范的板料摆在钻床上,样板坐落**上面,确保各块板料的基准边是平坦的(用方尺和小锤敲击来调整); 8.挑选与图纸要求一样规范的钻头(若没有适宜的钻头,则选用比图纸要求规范大一类型的钻头); 9.制孔前,先用定位顶针找到样板上的烊眼,所死钻床,换上钻头后开冷却水,开端制孔; 10.以下属同一规范的制孔零件,均选用榜首批上的样板套孔定位。 另:我公司还有型材冲孔机,适用于角钢、角铁、工字钢、槽钢、管材等型材的冲孔作业。具体规范信息请咨询卖家。 扁铁弯弧机生产厂家伊春。

在保修期内,以下状况将施行有偿修补效力; 1.因为人为或不行抵抗的天然现象而发作的损坏; 2.因为操作不妥而构成的毛病或损坏; 3.因为对产品的改造、分化、拼装而发作的毛病或损坏。 扁铁弯弧机生产厂家伊春。

角铁弯弧机介绍平凉
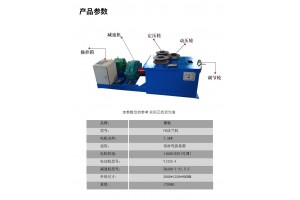
设备必须安装在基础厚度不小于150mm的混凝土基础上,找正,以进给导轨面处于水平位置为准;如果是购买的液压推进型或全液压型法兰成型机,在初次安装的时候,还要注意液压系统电机方向是否与标识一致,否则设备不能正常运行;检查电控箱并接入电源进行空运试车,熟悉各部电控操作按钮及压制工艺,由于法兰成型机的控制系统是一个电控箱,所以使用中要保持电压的稳定,以免设备元件烧毁;检查各部件的润滑并定期定量加油;熟悉压制工艺,进料出料端可按实际情况添加辅助走料装置,并熟悉应用;每压制一次进给轮的进给量需取恒定值,并严格控制不能太大,特别是80*80的材料,进给量须控制在6mm以内,否则容易损坏设备。 扁铁弯弧机生产厂家伊春。