




工字钢弯弧机小半径工字钢冷弯机厂家直销
工字钢弯弧机小半径工字钢冷弯机厂家直销现货供应、模具淬火处理,硬度更高,不变形,机体使用船舶钢。付款即刻发货。
豫龙冷弯机产品质量承诺:
1、产品的制造和检测均有质量记录和检测资料。
2、对产品性能的检测,我们诚请用户亲临对产品进行全过程、全性能检查,待产品被确认合格后再装箱发货。
产品价格承诺:
1、为了保证产品的高可靠性和**性,系统的选材均选用国内或国际优质名牌产品。
2、在同等竞争条件下,我公司在不以降低产品技术性能、更改产品部件为代价的基础上,真诚以**惠的价格提供给贵方。
查看产品信息及其配套产品:www.znzg1998.com
豫龙工字钢H型钢冷弯机产品质量承诺:
1、产品的制造和检测均有质量记录和检测资料。
2、对产品性能的检测,我们诚请用户亲临对产品进行全过程、全性能检查,待产品被确认合格后再装箱发货。
产品价格承诺:
1、为了保证产品的高可靠性和**性,系统的选材均选用国内或国际优质名牌产品。
2、在同等竞争条件下,我公司在不以降低产品技术性能、更改产品部件为代价的基础上,真诚以**惠的价格提供给贵方。

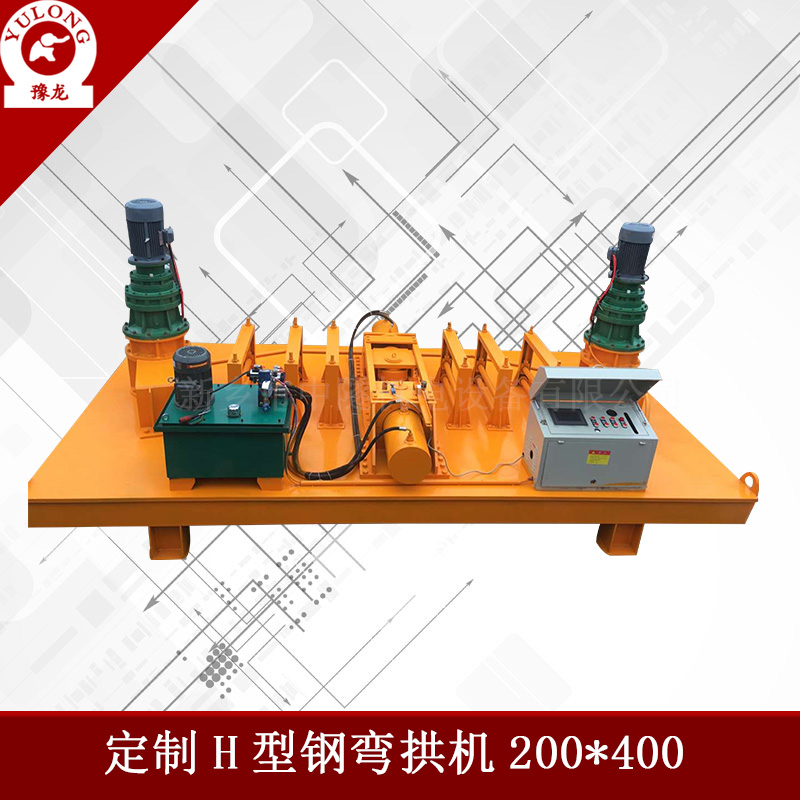
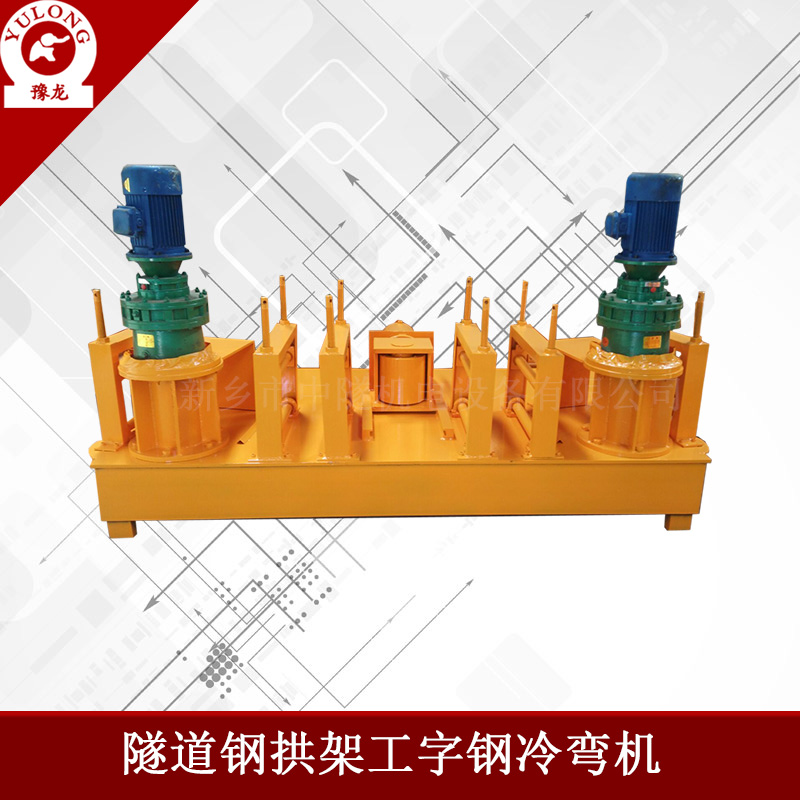
工字钢弯曲机(冷弯拱机)是新型全自动弯曲型钢产品。采用液压系统,具有传动平稳,压力大等特点,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢弯曲。冷弯机是隧道支护钢拱架加工制作的新型设备。
设备生产厂家介绍
新乡市中隧机电设备有限公司(原新乡市豫龙锚喷支护设备厂)1998年建厂,18年设备生产加工经验,技术过硬,产品过硬,价格低廉。是 专门从事为工程建筑、矿山、隧道、涵洞、地铁、水电工程,地下工程及煤炭高沼矿井巷道等行业混凝土机械的设计、研发、革新、生产、销售、 服务为一体的高新科技企业。
为方便服务顾客已在全国各省市建立20余家代理商及办事处。在中隧人的世界里,服务与质量同等重要,它是我们精心培植企业的又一核 心力量,以星级服务和超值的基本理念追求服务档次的提升。高素质的服务 队伍,遍布全国的网点仓库,充足的配件储备,快捷、主动、及时的 服务、特点,让中隧的产品和服务同属**。优秀的服 务延伸至销售的每一个环节。
工字钢弯弧机小半径工字钢冷弯机厂家直销主要技术参数:
产品型号
WGJ-250
总功率
12Kw
电压
380V
液压系统压力
20Mpa
油缸推进速度
1-13mm/s
主驱动轮转速
7r/min
**小弯曲直径
2M
重量
2380kg
外型尺寸(长×宽×高)
2.5m×1.5m×1.2m

工字钢弯弧机小半径工字钢冷弯机厂家直销用途介绍:
主要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。主要应用于隧道,地铁 ,水电站,地下洞室等工字钢,槽钢弯曲。采用数显编码器编程,使液压操纵系统定位准确,所弯型钢一次自动成型,效率高、操作方便。广泛应 用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架制造的理想设备。
查看产品信息及其配套产品:www.znzg1998.com
amp;
工字钢弯拱机冷弯机友情告知:
1、网上报价不准,具体产品价格请致电联系电话,以电话中实际报价为准。
2、根据客户指定发货地点不同运费不同,货运时间为3-7天,因物流运输不确定因素较多如:路况,天气等,根据物流运输过程中实际情况货物到达时间稍有不同。
3、因产品生产批次、具体型号不同,以上图片仅供参考,详情可联系我们的销售人员进行具体核实。
【中隧桥隧】专业生产隧道专用冷弯机二十年!专业生产体系,严格质量把关,**产品服务。豫龙冷弯机,2016年助每位客户生意兴隆。

河南中隧生产工字钢弯曲机、槽钢弯曲机长期以来与中铁中建大力合作,如陕西西安的中铁一局、湖北武汉的中铁十一局,甘肃兰州的中铁二十一局等。
购买中隧豫龙产品售后流程介绍
1、设备出厂保修期12个月(不包括易损件),免费提供损伤配件或整机更换。
2、免费技术培训,达到熟练操作水平。
3、我们销售的主要是工程机械产品,结构大部分都比较简单,维护也非常的方便,不会因为一些小部件的损坏,导致整机无法正常运行。 据我们的长期统计,超过95%的机器故障都可以在我们技术人员的电话指导下解决!我们销售出去的产品如遇重大故障,或者客户无法解决的问题, 我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时效)。
4、我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时效)。
工字钢冷弯机在使用过程中涉及用电、机床操作,日常操作中需要注意以下几点:
1、严厉遵守机床工安全操作规程,按规则穿戴好劳作防护用品。
2、开机前应将上、下模具整理、擦洗洁净。
3、查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净。
4、按所折板料厚度、挑选恰当模口,模口尺度通常等于或大于8倍板料厚度。
5、由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。
6、折弯狭板料时,应将体系工作压力恰当下降,避免损坏模具。
7、调理滑块行程时,应确保调量小于100,避免损坏机器。
8、折弯前,应将上下模具间的空隙调整均匀共同。
9、折弯时,不可将手放在模具间,细长小料不可用手扶。一次只许折弯一块料,不许多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常。
10、折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边工作时,其载荷不得大于250KN,并且有必要二边一起折弯。
11、查看油箱油位,发动油泵查看液压管道、油泵有无反常。
12、发作反常当即停机,查看缘由并及时扫除。
13、工作结束,应封闭油泵,退出控制体系程序,堵截电源。
